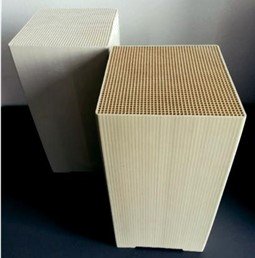
The main argument for selecting the regenerative over the recuperative technology is the outstand-ding heat recovery efficiency, which is achieved thanks to the extraordinary surface area of the heat storage media. It can be assumed that regenerative systems easily reach a thermal efficiency of 95% or even higher.
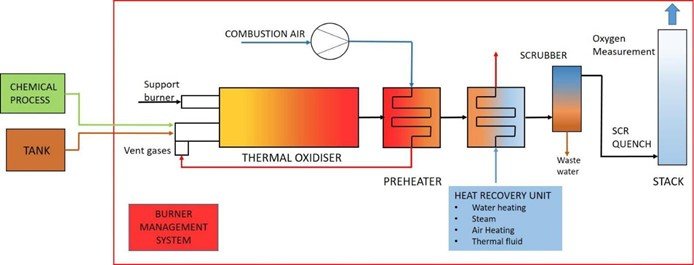
The RTO treatment technology has been implemented for a wide range of industrial applications in the past decades. The equipment treats emissions from various production or handling processes reliably for years, including chemical and pharmaceutical production plants, refineries or tank terminals.